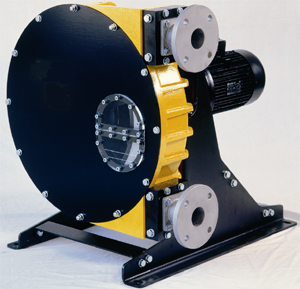
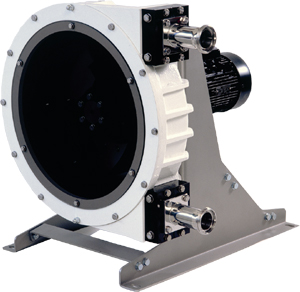
Bomba volumétrica de desplazamiento positivo autoaspirante y reversible para aplicaciones industriales y alimentarias.
Características:
Caudal máximo: 25 m3/h
Contrapresión máxima: 15 bar.
Viscosidad máxima: 100.000 cP
Temperatura: -40 a + 100ºC
Tubos con certificación alimentaria FDA
Materiales: Aluminio y fundición
Materiales tubos: EPDM, NBR, NR-A, Norpreno, NBR-A, HYPALON Y TYGON.
Conexiones: PVDF, INOX NPT, PVC-NPT, PVDF-NPT, TRI-CLAMP, DIN 11851, SMS ETC.
Protección motores: IP 55, Eexd de acuerdo con clasificación ATEX de la zona a certificar.
Certificación ATEX: Individual y de grupo completo.
Opcional: Motorreductor, variador mecánico, convertidor de frecuencia integrado, motores especiales para convertidores de frecuencia con ventilación forzada y sondas PT100.
Accesorios: Amortiguador de pulsaciones, detector de rotura de tubo, etc.
Aplicaciones de Bombeo:
Fluidos abrasivos, ácidos y alcalinos.
Trasvase y dosificación de lechada de cemento, carbonatos, barbotina.
Dosificación de óxido de manganeso y alimentación de lodos a filtro prensa.
Trasvase de alimentarios como huevo líquido, tortilla de patata, mayonesas, mermeladas, salsas, productos cárnicos y sangre.
Dosificación de productos químicos (excepto disolventes): tintas de artes gráficas, colas, colorantes, aceites, detergentes, peróxidos, etc.
Para definir el modelo de bomba adecuado para su aplicación cursar petición de oferta a nuestro departamento técnico-comercial.